以下是朔州 当地 卧式承压水箱推荐货源0.6-1.0Mpa的现场实拍视频,让您更好地了解产品的优点和特点不容错过。
以下是:朔州朔州 当地 卧式承压水箱推荐货源0.6-1.0Mpa的图文介绍

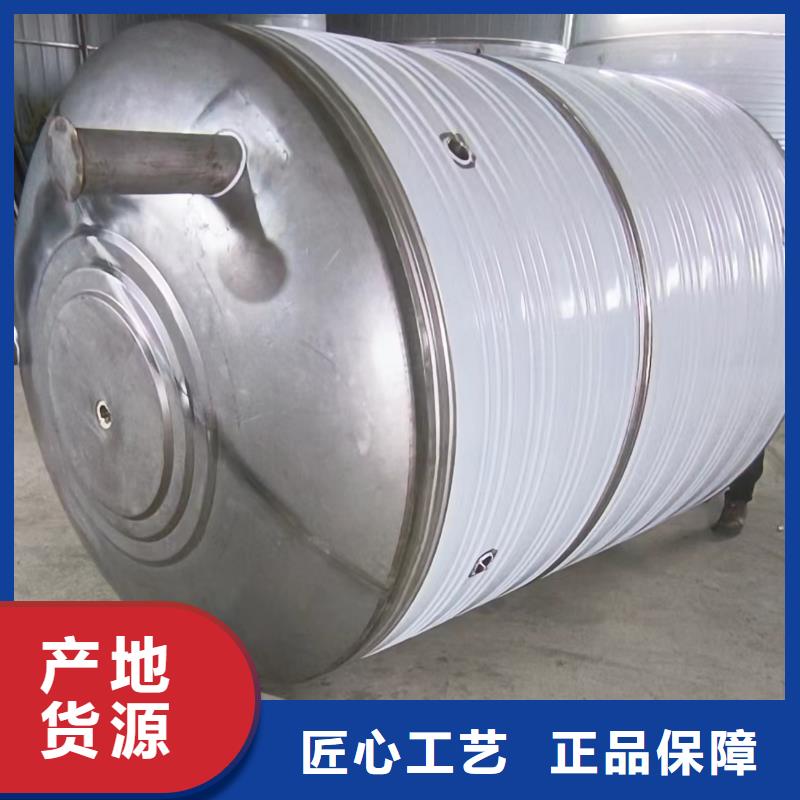
不锈钢水箱、基地实体厂家,产量大,质量杠杠的,特色:出货迅速,详情:规模齐全,服务:售后有保障,欢迎采购.


承压保温水箱容器的焊接:
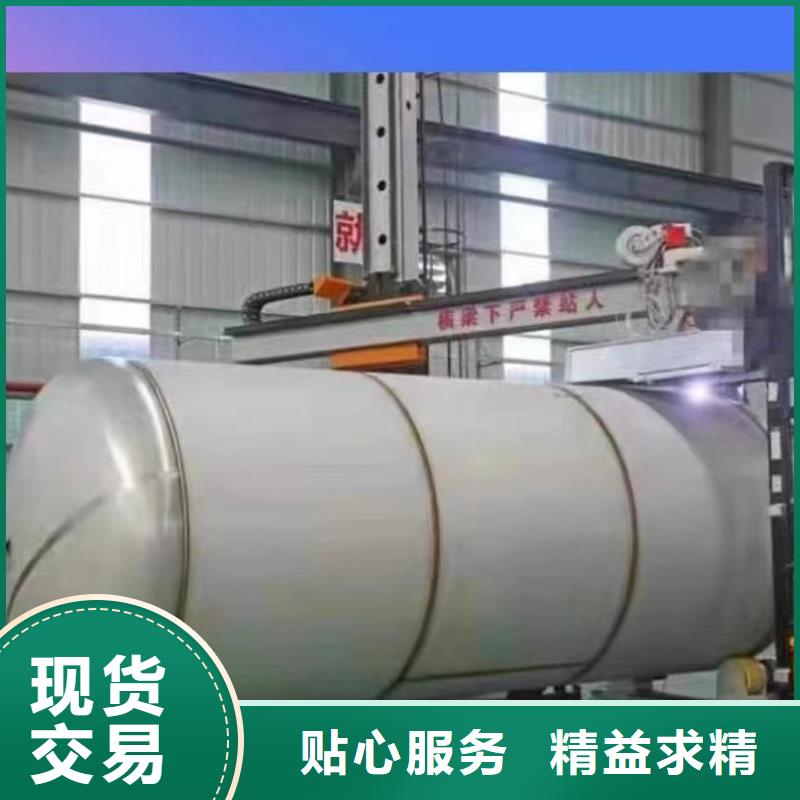
3.3.1、朔州当地施工人员应严格按照图纸及焊接工艺规程的要求进行施焊。
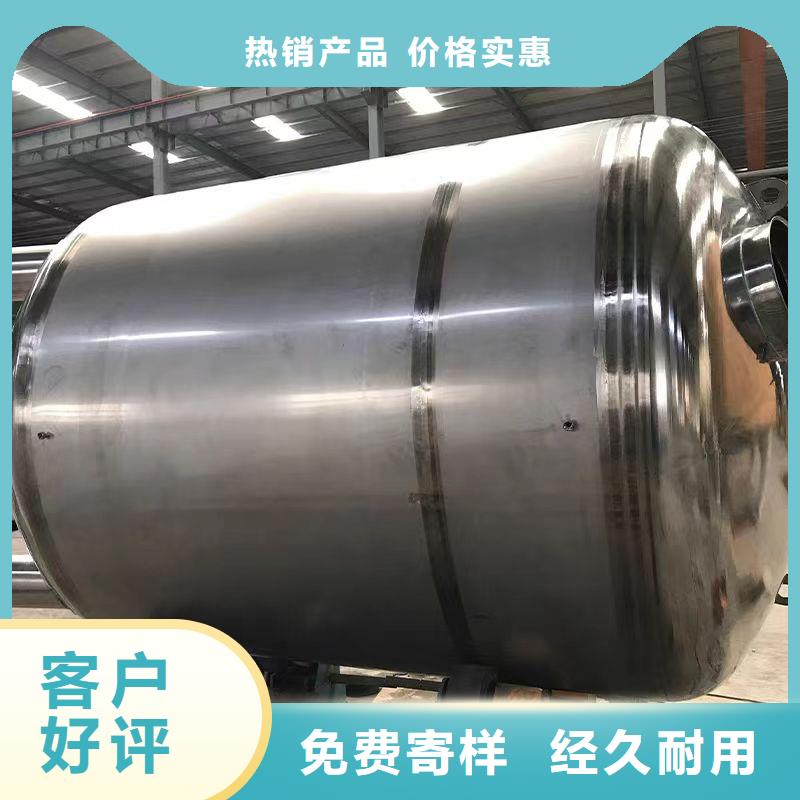
3.3.2、朔州当地正常情况下,DN≥1000,δ≥8的容器A、朔州当地B类焊缝可优先使用自动焊;DN≥600,δ≥8的容器A、朔州当地B类焊缝,外圈可使用自动焊,内圈使用手工焊。
3.3.3、朔州当地C、朔州当地D类接头的焊脚高度,在无图样规定时,取焊件中较薄者之厚度,补强圈的焊脚高度,当厚度﹥8mm时,其焊脚高度等于补强圈厚度的70%,且不小于8mm;当厚度≦8mm时,其焊脚高度等于补强圈厚度。C、朔州当地D类接头焊缝与母材应呈圆滑过渡。
3.3.4、朔州当地对焊接接头系数ф=1的容器及不锈钢容器,其焊缝表面不得有咬边,其他容器焊缝表面的咬边深度不得大于0.5mm,咬边连续长度不得大于100mm,焊缝两侧咬边总数不得超过该焊缝长度的10%。



2、朔州同城要注意钢板的厚度 不锈钢板的厚度是毫米级的,一般承压保温水箱水箱(3-10MM以下)通常采用厚的钢板制作,有些厂商为了欺诈老百姓获取非法利润,擅自吹嘘钢板厚度,提高顾客的购买欲望,极不道德。有条件的顾客可用螺旋千分尺测量钢板厚度,或者用秤重的方法测量,厚板的重量要重一些,重一公斤就会有近五十元的材料成本差异;3、朔州同城要注意水箱的容量按照行业习惯,不锈钢水箱按立方数来计量,一立方的不锈钢水箱能装一吨水,俗称一吨的水箱。目前市场上普遍存在以小充一吨的水箱往往只能装400公斤水,相差甚远。4、朔州同城要注意售后服务一个好产品一定有规范的售后服务和承诺保证。总之,由于顾客不可能对每一个行业都内行,顾客在选购安装不锈钢水箱时,选用正规厂家的产品,否则看起来是便宜了,通常买到假冒伪劣的三无产品。正规厂家的产品一般具有以下特征(1) 产品生产厂名称、朔州同城厂家地址、朔州同城等标志齐全。


实际观察结果是,臭氧氧化可使很难处理的化合物转化为不那么难处理的化合物。(8)在臭氧处理的水中TDS(总溶解固体)不增加,这对污水的重复利用特别重要。(9)臭氧可以改善污水水质,如出水的色度和浊度降低。机界面清晰,操作简便管网恒压保护器在满足负压平衡的前提下拥有双重的机械密封装置,即使一个机械密封装置出现故障,另一个即时启用,保证设备的正常运行,不会出现漏水的情况。不锈钢水箱噪音低组合式水箱当一个水箱进行检修时,一类公共建筑不该小于18立方米,二类公共建筑和一类寓居建筑不该小于12立方米,二类寓居建筑不该小于6立方米。并填写验收单。滋流管上不得安装阀门。承压保温水箱





 扫一扫
扫一扫